Recycling and re-spinning post-consumer fibers revolutionize textile production. Innovative technologies, sustainable practices, and collaborative efforts transform waste into high-quality, eco-friendly textiles that drive a circular economy.
In today’s fast-evolving textile landscape, waste reduction and sustainability take center stage. The increasing demand for eco-friendly production methods pushes the industry to embrace advanced recycling techniques. Recycling and re-spinning post-consumer fibers have emerged as critical solutions. These methods turn discarded fabrics into valuable resources. They contribute to environmental conservation and bolster a circular economy within the textile sector.
The journey of recycling post-consumer fibers begins with a deep understanding of textile waste. By reclaiming fibers from used garments and discarded textiles, manufacturers reduce the burden on landfills. In this process, high-quality materials re-enter the production cycle. This transformation also saves energy and reduces water consumption when compared to virgin fiber production. Transitioning to recycled fibers not only decreases environmental impact but also strengthens the economic viability of textile production. This article explores the many facets of recycling and re-spinning post-consumer fibers, examining advanced techniques, innovative sorting methods, and future trends in sustainable textile manufacturing.
1. Understanding Post-Consumer Fiber Recycling
Recycling post-consumer fibers starts with comprehending the types of waste generated. Post-consumer textiles include used garments, home textiles, and discarded industrial fabrics. This waste stream differs significantly from pre-consumer textile scraps generated during manufacturing. The former represents the end-of-life stage of a product, while the latter includes leftover materials from production processes.
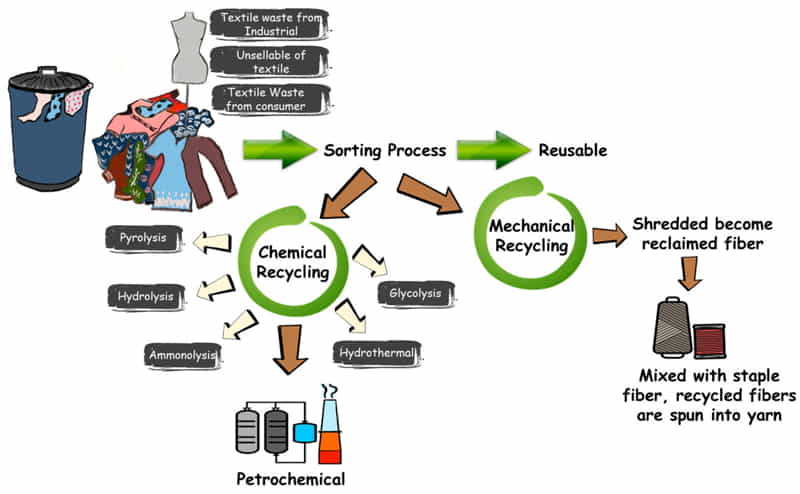
Textile recycling processes now harness modern technology to convert waste into new fibers. Engineers use both mechanical and chemical methods to break down complex fabric structures. Mechanical recycling shreds fabrics into smaller fibers that can be re-spun into yarns. Chemical recycling, on the other hand, depolymerizes fibers to regenerate the original polymers. Such methods recover high-quality materials with minimal degradation. With these processes, recycled fibers can closely match the performance of virgin fibers, making them suitable for high-quality textiles.
Manufacturers use innovative equipment, such as high-speed shredders and advanced cleaning systems, to process collected textiles. As a result, the overall production cycle becomes more efficient. Moreover, the techniques reduce reliance on nonrenewable resources. Fiber recycling technology continues to evolve. This evolution benefits the industry by providing sustainable alternatives that align with environmental goals.
The industry also witnesses significant improvements in sorting technology. Automated systems now separate fabrics by material type and color. These systems use near-infrared spectroscopy to identify polymer compositions. Efficient sorting minimizes contamination and boosts fiber recovery rates. The synergy between recycling and advanced sorting creates a robust system for sustainable textile production.
The integration of recycling techniques within the textile supply chain demonstrates a commitment to environmental stewardship. As consumers grow increasingly aware of sustainability issues, brands emphasize recycled content in their products. This transformation also attracts new market segments. In turn, the demand for high-quality recycled fibers pushes research into further innovations.

2. Collection and Sorting of Post-Consumer Textiles
The journey to recycle textiles begins with efficient collection methods. Collection systems require robust infrastructure and active participation from all stakeholders. Retailers, municipalities, and non-profit organizations collaborate to gather post-consumer textiles. Collection bins in shopping centers and community hubs allow consumers to donate unwanted clothing. Such initiatives also include organized take-back programs hosted by eco-conscious brands.
Efficient collection is only the first step. Sorting plays a pivotal role in recycling success. Sorting systems must address the diversity of textile materials. Fabrics vary widely in composition, color, and finish. This diversity complicates the recycling process if not managed properly. Modern sorting facilities use advanced optical and sensor-based systems to classify textiles accurately. Automated sorting machines detect fiber types and segregate them accordingly. This process reduces manual labor and improves throughput.
Effective sorting minimizes contamination between different fiber types. For instance, mixed fabrics that contain blends of cotton and polyester require careful separation. Manufacturers often face challenges when non-fibrous materials, such as buttons or zippers, are intermingled with textiles. Removing these contaminants ensures that only pure fibers proceed to the recycling stage. Enhanced sorting practices lead to higher quality recycled fibers.
Retailers also educate consumers on how to prepare textiles for donation. Clear labeling and public awareness campaigns boost the quality of incoming materials. As the sorting process becomes more refined, the recycled fibers can maintain properties similar to those of virgin fibers. This leads to broader applications in high-performance textiles and fashion.
Investment in collection and sorting infrastructure reflects the industry’s commitment to sustainability. Organizations like sustainable textile advocate for increased transparency and efficiency in recycling operations. Their research and guidelines help standardize best practices across the industry. As sorting technologies improve, recycling operations can scale up to meet growing demands for sustainable materials.

3. Advanced Recycling Techniques
Post-consumer textile recycling employs two main techniques: mechanical and chemical recycling. Each method has unique advantages and challenges. The choice between them often depends on the type of fiber and the desired quality of the output.
3.1 Mechanical Recycling
Mechanical recycling involves physically breaking down textiles. This process starts with shredding fabrics into small fiber pieces. The fibers then undergo cleaning and alignment. High-speed machines comb the fibers to remove impurities. Finally, the cleaned fibers are re-spun into yarn. Mechanical recycling is cost-effective and energy-efficient. However, the process can shorten fiber lengths, which sometimes compromises strength.
Textile engineers counteract the loss of fiber length by blending recycled fibers with virgin fibers. This blending enhances the final fabric’s durability and performance. Mechanical recycling works best for materials like cotton, wool, and certain polyesters. The process preserves many of the intrinsic qualities of the original fibers. Manufacturers appreciate its low environmental impact compared to the production of new fibers.
The mechanical recycling process also generates less chemical waste. It relies primarily on physical separation and cleaning. This advantage makes it suitable for eco-conscious brands looking to reduce chemical inputs. The recycled fibers can be used in various applications, from casual wear to industrial textiles. Continuous innovation in shredding technology and fiber combing techniques further improves fiber recovery rates.
Manufacturers using mechanical recycling see significant cost savings. The process reduces the need for raw materials and lowers production expenses. Moreover, energy consumption during mechanical recycling remains lower than that of chemical methods. As a result, companies find it both economically and environmentally beneficial.
3.2 Chemical Recycling
Chemical recycling offers another pathway to recover fibers from post-consumer textiles. This process breaks down fibers to their molecular level. Chemical processes depolymerize the fibers, allowing for the regeneration of polymers identical to virgin materials. Chemical recycling works well with polyester, nylon, and cellulose-based fibers. It can produce high-quality outputs with properties closely matching those of new fibers.
Chemical recycling uses solvents, enzymes, or catalysts to facilitate the depolymerization. The regenerated polymers undergo purification and re-polymerization. Manufacturers can then extrude the material into fibers suitable for spinning. This method produces recycled fibers with superior consistency and performance. Although chemical recycling is more complex, its products often justify the higher processing cost.
The process also addresses the challenge of mixed-fiber textiles. Chemical methods can separate blended materials more effectively than mechanical processes. This ability enhances fiber recovery rates and improves the quality of recycled yarn. Research continues to optimize the chemical recycling process to reduce energy use and lower costs. Innovations in enzymatic recycling promise milder processing conditions and less environmental impact.
Companies investing in chemical recycling must consider the trade-offs. The process requires precise control of reaction conditions and sophisticated equipment. However, the benefits include a broader range of applications and better fiber quality. Chemical recycling remains a promising technology for transforming textile waste into high-performance materials.
The combination of mechanical and chemical recycling methods offers the industry flexibility. Companies can choose the process that best suits their materials and market needs. This hybrid approach ensures that a wide variety of textile waste is recycled effectively. It also enhances the overall sustainability of textile production.
4. Re-Spinning: Transforming Recycled Fibers into New Yarns
Once fibers have been recovered through mechanical or chemical processes, the next step is re-spinning. Re-spinning transforms loose fibers into continuous yarns. This process is crucial for converting recycled materials into high-quality textiles. Advances in spinning technology have significantly improved the properties of recycled yarns. Manufacturers now produce yarns with enhanced strength, uniformity, and texture.
4.1 Yarn Formation and Spinning Techniques
Modern spinning technologies use high-speed machinery to align fibers precisely. The process starts by feeding the recycled fibers into a spinning machine. Mechanical forces align the fibers, ensuring a consistent thread formation. The quality of the yarn depends on the degree of fiber alignment. Improved alignment leads to stronger and finer yarns.
Spinning methods vary based on the type of fiber and end-use requirements. Ring spinning, open-end spinning, and air-jet spinning are common techniques in the textile industry. Each method offers distinct advantages. For example, ring spinning produces high-quality yarn with excellent strength and durability. In contrast, open-end spinning is faster and more cost-effective. Manufacturers select the optimal method based on the desired characteristics of the recycled yarn.
Blending recycled fibers with virgin fibers during the spinning process enhances yarn performance. This blending creates a composite material that combines the eco-friendly attributes of recycled fibers with the strength of new fibers. The result is a textile that meets rigorous quality standards while reducing environmental impact. Research in fiber re-spinning focuses on refining these techniques to achieve even higher performance.
Yarn quality also benefits from advanced pre-spinning treatments. These treatments involve cleaning and carding the fibers before spinning. Proper pre-spinning treatment removes residual contaminants and ensures smooth fiber flow. The improved consistency in the spinning process leads to better yarn quality. Textile engineers continuously refine these processes to optimize fiber properties and yarn performance.
The integration of modern spinning technology with recycling methods represents a significant step forward in sustainable textile manufacturing. By converting waste into high-quality yarn, manufacturers reduce reliance on virgin materials. The resulting textiles serve a range of applications from high-performance apparel to industrial fabrics. This synergy between recycling and spinning underpins the evolution of eco-friendly textile production.

4.2 Weaving and Knitting with Recycled Yarns
Once yarns form, they enter the weaving and knitting phase. Recycled yarns create fabrics that meet diverse functional and aesthetic requirements. Weaving techniques allow the production of dense, durable fabrics suitable for home textiles and industrial applications. Knitting, on the other hand, produces flexible and comfortable fabrics ideal for fashion apparel.
Modern textile machinery accommodates both recycled and virgin yarns seamlessly. Manufacturers often produce hybrid fabrics by blending recycled yarns with new fibers. This blend improves the final product’s strength and texture. It also broadens the spectrum of applications. For instance, lightweight woven fabrics made from recycled yarns find use in performance sportswear. Simultaneously, knitted fabrics exhibit superior drape and comfort.
The shift toward using recycled yarns in fabric production creates new opportunities in textile design. Designers experiment with texture, color, and structure to highlight sustainability. Consumers appreciate the unique aesthetics and eco-friendly credentials. Numerous brands now showcase collections that emphasize recycled content. Their marketing often highlights environmental benefits alongside style and durability.
In addition to technical advances, the widespread adoption of recycled yarns boosts environmental credentials. It reduces waste, saves energy, and lowers water usage. As a result, brands enhance their sustainability profiles. Prominent organizations, such as circular economy, provide guidelines on integrating recycled materials into textile production. Their insights support manufacturers in making informed decisions about process optimization.
Fabric performance remains a critical consideration. Recycled textiles must meet rigorous standards for strength, durability, and aesthetics. Manufacturers conduct extensive tests to ensure that recycled fabrics perform on par with their virgin counterparts. The testing protocols often involve stress tests, abrasion resistance, and colorfastness evaluations. These measures guarantee that recycled textiles deliver consistent quality across applications.
The interplay of innovative yarn spinning and modern fabric production redefines sustainable textiles. This approach not only conserves natural resources but also inspires creative design. As a result, recycled fabrics increasingly capture the attention of industry professionals, students, and enthusiasts. The future of textile manufacturing rests on the continuous improvement of these eco-friendly techniques.
5. Real-World Applications and Case Studies
Several companies and research institutions have showcased successful applications of recycling and re-spinning post-consumer fibers. These case studies illustrate how innovative processes transform textile waste into high-value products. The following examples highlight various applications across the textile value chain.
5.1 Fashion and Apparel
Fashion brands increasingly incorporate recycled fibers into their collections. Designers use fabrics made from recycled yarns to create eco-friendly clothing lines. These garments often combine style with sustainable production methods. Companies emphasize transparency by sharing details about their fiber sourcing and recycling processes. Consumers value the environmental impact and unique design elements. This trend also encourages other brands to explore recycled materials.
Some brands focus exclusively on recycled fibers. They build entire collections around eco-friendly fabrics. Their designs appeal to environmentally conscious consumers. The marketing strategies of these brands highlight reduced waste and lower carbon footprints. Collaborations between textile manufacturers and designers further drive innovation. These partnerships foster the development of new fabric blends and advanced processing techniques.
Moreover, several high-profile fashion shows now feature recycled textiles. Designers present garments that not only look appealing but also tell a sustainable story. The narratives behind these collections help educate audiences about textile recycling. In turn, they inspire further investment in sustainable technologies. The combination of aesthetics and ethics creates a compelling proposition for modern consumers.
5.2 Home Textiles and Furnishings
Recycled fibers also find extensive applications in home textiles. Upholstery fabrics, curtains, and bedding made from recycled yarns deliver both durability and style. Manufacturers emphasize the functional benefits, such as enhanced breathability and resilience. Home textile companies often market these products as both eco-friendly and luxurious.
Home furnishings made from recycled materials contribute to healthier living environments. They lower chemical usage in production and reduce environmental pollutants. Interior designers now incorporate recycled fabrics in both residential and commercial projects. These projects demonstrate the versatility of recycled textiles in various design schemes. By integrating recycled materials, designers can create modern, sustainable interiors that appeal to a broad audience.
Case studies from leading home textile brands show significant improvements in energy efficiency. The reduced need for virgin fibers lowers overall production costs. This benefit translates to competitive pricing for consumers. Additionally, the sustainable credentials of recycled textiles enhance brand image. Retailers proudly display recycled collections alongside traditional products. This integration further educates consumers about the benefits of recycled textiles.
Numerous industry reports confirm the rising demand for eco-friendly home textiles. Research institutions continuously explore innovative recycling methods to improve fabric performance. Their findings contribute to the overall body of knowledge in sustainable textile production.

5.3 Industrial and Technical Textiles
The industrial sector also benefits from recycled fibers. Technical textiles such as automotive fabrics, filtration materials, and geotextiles often use recycled content. Manufacturers blend recycled fibers with other materials to produce high-performance textiles. These products must meet strict standards for durability and resistance to harsh conditions. The rigorous quality assurance protocols ensure that recycled materials perform reliably in industrial applications.
Industrial textile companies invest in advanced recycling methods. They optimize processes to yield high-quality recycled fibers suitable for technical applications. In many cases, recycled fibers enhance the performance of the final product. Their unique properties, such as increased tensile strength and improved thermal stability, offer competitive advantages. Manufacturers regularly test these properties to ensure compliance with industry standards.
Research institutions collaborate with industrial manufacturers to develop new applications for recycled fibers. These partnerships lead to innovative products that push the boundaries of traditional textile performance. For example, recycled fibers now appear in high-strength composite materials used in aerospace and automotive applications. These innovations illustrate the transformative potential of recycling and re-spinning technologies.
The industrial adoption of recycled textiles reinforces the value of a circular economy. Companies reduce waste and lower production costs while meeting high-performance criteria. The success in industrial sectors drives further investment in recycling infrastructure. This ongoing improvement benefits the broader textile ecosystem by promoting sustainable practices.
6. Economic and Environmental Impacts
The adoption of recycling and re-spinning post-consumer fibers generates profound economic and environmental benefits. Manufacturers enjoy cost savings while contributing to resource conservation. Consumers benefit from high-quality, eco-friendly products that align with their values. This section explores the broader impacts of these sustainable practices.
6.1 Economic Advantages
Recycling textiles reduces dependence on raw materials. This dependency decrease translates to lower production costs over time. Companies can avoid price volatility associated with commodity markets. The energy savings from recycling processes further reduce operational expenses. Lower energy consumption and reduced water usage cut down overall production costs.
The economic benefits extend to the entire supply chain. Retailers market products with a high recycled content as premium, eco-friendly offerings. This marketing approach attracts a growing segment of environmentally conscious consumers. The sustainable positioning allows companies to command higher prices. In turn, increased profits encourage further investment in recycling technologies.
Innovation in recycling also spurs job creation. New roles emerge in collection, sorting, processing, and quality control. These roles require specialized skills and training. Workforce development programs and educational initiatives support this growth. Many academic institutions now offer courses in sustainable textile manufacturing. Their research and partnerships with industry leaders accelerate technological adoption.
External stakeholders, such as governments and non-governmental organizations, also support recycling initiatives. Policy incentives and grants help manufacturers upgrade their recycling facilities. These public and private investments drive technological innovation. They also signal the industry’s commitment to sustainability. As recycling becomes more integrated, the overall economic impact continues to grow.
6.2 Environmental Benefits
Environmental sustainability stands as the foremost benefit of textile recycling. Recycling post-consumer fibers reduces landfill waste and lowers greenhouse gas emissions. It curbs the extraction of nonrenewable resources, such as petroleum for synthetic fibers. Moreover, recycling processes often use less water and energy compared to the production of virgin materials.
The environmental advantages extend beyond the recycling process. The use of recycled fibers in consumer products reduces the overall environmental footprint. Consumers enjoy products that are both stylish and sustainable. The life cycle of textiles becomes more circular, minimizing waste at every stage of production and consumption.
Companies actively track and report their environmental impact. Many adopt sustainability certifications and standards to validate their practices. These certifications reassure consumers about the eco-friendly credentials of recycled textiles. Industry reports from organizations like sustainable textile practices provide data that reinforces these benefits. Such transparency builds trust and drives consumer preference toward recycled products.
Recycling also promotes innovation in eco-design. Designers now prioritize materials that can be easily recycled. This design for recycling ensures that products remain in circulation longer. It also simplifies future recycling efforts, further closing the loop. The result is a robust system that benefits both the environment and the economy.
7. Innovations and Future Trends
The landscape of textile recycling continues to evolve rapidly. Innovations drive the development of new processes and materials. Researchers explore novel ways to improve recycling efficiency and product quality. The future trends in recycling and re-spinning promise to reshape the textile industry.
7.1 Technological Advancements
Researchers focus on enhancing both mechanical and chemical recycling techniques. Advances in sensor technology enable faster and more accurate sorting of textiles. Automated systems now leverage artificial intelligence to identify fiber types. These innovations increase the purity of recycled fibers and reduce waste contamination.
Chemical recycling sees significant progress with enzyme-based and solvent-based methods. These methods reduce the environmental impact by operating under milder conditions. Researchers experiment with bio-catalysts to improve polymer recovery rates. The result is a more sustainable process that minimizes hazardous by-products. Enhanced chemical recycling techniques promise to match the quality of virgin fibers more closely.
Nanotechnology also plays a role in the future of textile recycling. Nano-coatings can improve fiber durability and resistance to wear. Manufacturers integrate these coatings during the re-spinning process. The treated fibers exhibit superior performance characteristics in the final fabric. As nanotechnology matures, it will likely lead to breakthrough products that further expand recycled textiles’ applications.
Innovations in recycling technology create new opportunities for research and development. Collaboration among academia, industry, and government drives these breakthroughs. Joint initiatives result in shared expertise and accelerated progress. As these technologies mature, the textile industry moves closer to a fully circular production model. Future trends will further reduce waste and improve the sustainability of textile manufacturing.
7.2 Digital Transformation and Traceability
Digital transformation enhances transparency throughout the recycling process. Manufacturers now use blockchain technology to track the origin and processing of recycled fibers. This digital traceability builds consumer trust by ensuring the authenticity of recycled claims. Detailed records help verify that recycling standards remain high throughout the supply chain.
Digital platforms also facilitate real-time monitoring of recycling operations. Sensors and data analytics optimize process parameters. Operators can adjust sorting speeds, cleaning protocols, and re-spinning techniques on the fly. This dynamic approach leads to higher efficiency and reduced downtime. Industry leaders now integrate digital solutions with traditional recycling machinery to streamline operations.
These innovations create a data-driven approach to sustainability. Detailed analytics help identify inefficiencies and guide continuous improvement. Manufacturers use performance data to benchmark their operations against industry standards. This level of transparency also supports environmental reporting. Stakeholders can assess the true impact of recycling initiatives, ensuring accountability and progress.
The digital revolution promises to revolutionize textile recycling further. As more manufacturers adopt these technologies, the entire industry benefits. Data sharing and digital traceability not only optimize production but also drive innovation. They empower companies to make smarter decisions that enhance both sustainability and profitability.
8. Education and Workforce Development
To support these technological and operational advancements, the textile industry invests heavily in education and workforce development. Universities and technical schools now offer specialized programs in sustainable textile manufacturing. These programs equip students with the skills needed to operate advanced recycling machinery and develop innovative processes.
Industry workshops and seminars also play a crucial role. They help current employees update their skills and stay abreast of emerging technologies. Many companies collaborate with educational institutions to offer internships and co-op programs. These initiatives create a pipeline of talented professionals eager to advance sustainable textile practices.
Research and development projects often involve cross-disciplinary teams. Engineers, chemists, and material scientists work together to solve complex recycling challenges. Their collaborative efforts produce new insights that drive technological improvements. This multidisciplinary approach strengthens the industry’s capacity to innovate and adapt to market changes.
Educational initiatives also emphasize the importance of sustainable practices in textile design. Future designers learn to create products with end-of-life recycling in mind. This design for sustainability reduces the complexity of recycling processes and enhances the overall circularity of the textile ecosystem. As a result, the industry becomes more resilient and responsive to environmental challenges.
Professional organizations also support ongoing training and certification. These bodies offer workshops on recycling techniques, quality assurance, and process optimization. They publish best practice guides that help standardize methods across the industry. Such educational resources contribute to a knowledgeable workforce capable of driving sustainable transformation.
9. Policy, Regulation, and Industry Standards
Government policies and regulations shape the recycling and re-spinning landscape. Authorities worldwide recognize the importance of sustainable textile production. They implement policies that incentivize recycling and penalize wasteful practices. These regulatory frameworks encourage manufacturers to invest in eco-friendly technologies and adopt circular business models.
Industry standards also play a vital role. Organizations establish benchmarks for recycled fiber quality, environmental impact, and process efficiency. These standards help ensure that recycled textiles meet rigorous quality and safety criteria. Companies that adhere to these standards can confidently market their products as sustainable and high-performing.
Policy makers and industry leaders often collaborate on initiatives that promote recycling. Joint research projects and public-private partnerships accelerate the development of new technologies. These collaborations help align industry practices with environmental goals. They also foster a culture of continuous improvement, where every stakeholder contributes to a sustainable future.
New regulations also drive innovation. The need to comply with environmental standards encourages manufacturers to adopt cutting-edge recycling methods. These regulations spur investments in digital traceability, process optimization, and material recovery. Over time, regulatory frameworks become catalysts for technological progress in the textile industry.
The alignment of policy, industry standards, and technological innovation creates a robust environment for sustainable textile production. Stakeholders across the value chain—from raw material suppliers to retailers—benefit from clear guidelines and performance benchmarks. This collective effort helps achieve long-term sustainability goals while enhancing the overall quality of textile products.
10. Future Outlook and Strategic Implications
The future of textile recycling and re-spinning post-consumer fibers is promising. The industry stands at the cusp of a major transformation that can redefine textile manufacturing. Increased adoption of recycling practices will drive down production costs and boost environmental performance. The following factors will shape the industry’s trajectory:
- Technological Integration: Advanced machinery, AI-driven sorting, and digital traceability will dominate the recycling process. These technologies will improve fiber recovery rates and optimize production efficiency. Manufacturers will rely on data-driven insights to refine their processes continuously.
- Consumer Demand: As public awareness of environmental issues grows, consumers will increasingly favor products made from recycled materials. This shift in consumer behavior will push brands to invest in sustainable technologies. Enhanced marketing strategies that emphasize eco-friendly credentials will drive demand for recycled textiles.
- Global Collaboration: International collaboration will accelerate research and development. Cross-border initiatives will share best practices, harmonize standards, and drive innovation. Such collaboration fosters a global ecosystem committed to sustainability.
- Economic Incentives: Financial incentives and policy support will encourage manufacturers to adopt recycling and re-spinning technologies. Reduced reliance on virgin fibers will stabilize production costs. This economic balance benefits both manufacturers and consumers in the long run.
- Circular Economy: The transition toward a circular economy will shape every aspect of textile production. The closed-loop system ensures that materials remain in use for as long as possible. Continuous recycling and re-spinning create a resilient supply chain that supports sustainable growth.
Manufacturers that embrace these trends will secure a competitive edge. Their ability to produce high-quality, eco-friendly textiles positions them favorably in a market that values sustainability. Industry leaders now invest heavily in research and development. Their efforts lay the groundwork for a future where recycled fibers become the norm rather than the exception.
The strategic implications extend beyond production. Marketing, supply chain management, and product design will all evolve. Brands will need to communicate the benefits of recycled textiles effectively. They must also invest in traceability systems that assure consumers of their sustainable practices. These shifts require a holistic approach that integrates technology, policy, and consumer engagement.
11. Industry Collaboration and Innovation Hubs
Collaboration among industry players remains crucial. Innovation hubs and research centers now emerge globally. These hubs bring together industry leaders, researchers, and technology providers. Their goal is to accelerate the development of sustainable textile solutions. Such collaboration not only enhances technical innovation but also fosters knowledge sharing across sectors.
Universities and research institutions play pivotal roles. They conduct in-depth studies on fiber recovery and re-spinning techniques. Their findings often lead to breakthrough innovations that transform production processes. Collaboration between academic researchers and industry practitioners ensures that theoretical advancements translate into practical applications.
These innovation hubs also act as training centers. They offer specialized programs that build technical expertise in textile recycling. Students and professionals learn advanced techniques in fiber sorting, chemical recycling, and yarn re-spinning. This workforce development is vital for sustaining long-term industry growth. The knowledge shared at these centers elevates the overall quality and performance of recycled textiles.
Furthermore, industry consortia and associations publish research papers and best practice guidelines. Their publications help standardize processes across manufacturers. This standardization improves quality control and enhances consumer confidence. Companies that adhere to these guidelines benefit from consistent, high-quality outputs.
Collaborative initiatives also extend to pilot projects. Manufacturers test new recycling technologies on a small scale before broader adoption. These pilots identify potential bottlenecks and optimize process parameters. The lessons learned pave the way for larger-scale implementation. Such systematic innovation ensures that the entire recycling process becomes more efficient over time.
12. Challenges and Strategies for Improvement
Despite remarkable progress, the recycling and re-spinning industry faces several challenges. Addressing these issues remains critical for scaling up sustainable textile production. Key challenges include:
- Material Heterogeneity: Post-consumer textiles come in diverse forms. Mixed fibers and varying fabric constructions complicate the recycling process. Manufacturers need to develop strategies to handle heterogeneous materials without compromising quality.
- Contamination Risks: Non-textile components like buttons, zippers, and dyes can contaminate recycled fibers. Effective sorting and cleaning processes must minimize these contaminants. Advanced sensor technologies and manual quality checks help address this issue.
- Economic Viability: The initial cost of setting up advanced recycling facilities can be high. Manufacturers must balance investments with long-term savings. Economies of scale, government incentives, and collaborative ventures can offset these costs.
- Consumer Participation: Successful recycling depends on robust collection systems. Encouraging consumers to donate used textiles remains a challenge. Educational campaigns and convenient collection points can boost participation rates.
Strategies for improvement include investing in research and development. Companies can explore innovative sorting technologies that handle diverse materials efficiently. Public-private partnerships provide financial support and technical expertise. Continuous innovation drives cost reductions and enhances process efficiency.
Moreover, industry players should focus on consumer education. Clear communication about recycling benefits fosters trust and participation. Engaging marketing campaigns highlight the environmental and economic advantages of recycled textiles. Brands that communicate effectively build stronger connections with their audiences.
Conclusion
Recycling and re-spinning post-consumer fibers represent a transformative approach for the textile industry. Advanced collection, sorting, and recycling techniques convert waste into high-quality materials. Modern spinning and fabric production methods produce textiles that rival those made from virgin fibers. These processes benefit the environment, boost economic performance, and meet rising consumer demand for sustainability.
As the industry embraces digital innovations and collaborative efforts, recycled textiles will become integral to modern production. Manufacturers, designers, and consumers together drive a circular economy that minimizes waste and maximizes resource efficiency. This holistic approach ensures a vibrant, sustainable future for textiles, where innovation and environmental stewardship go hand in hand.